Quincy Compressor is your headquarters for high-quality, reliable air compressor vacuum pump units that are the product of nearly 100 years of unrivaled industry expertise. Quincy vacuum pumps are used by companies across the United States and around the world due to their uncompromising reliable and unbeatable performance. They’re also backed by superior 24-hour service and support from our extensive worldwide distributor network. There are various Quincy vacuum pump models to choose from, ensuring you’ll be able to find the right one for your applications.
QSV
The QSV focuses on delivering the exact performance you demand, at the minimum possible life cycle cost. Ideal for applications where you need to maintain a set vacuum level (a set point).
- 7.5-50 hp, Variable Drive
- 240-1120 CFM
- Air or water cooled
QCV
The new range based on Quincy Compressor’s QCV – Dry Claw technology features an innovative design which creates a new benchmark in the claw pump market. The simplicity, robustness, efficiency and contaminant handling capability of these pumps make them the smart choice for your application. Built to the exacting standards and quality demanded by out customers, the new dry claw pump provides you with a trouble-free and cost-effective solution to meet your needs.
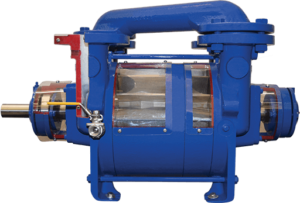
QLR
Liquid ring vacuum has always been and will always be one of the best technologies for extreme vapor loads. Quincy liquid ring pumps are ideal for pumping wet or dry gasses with a high tolerance for liquid carryover, especially on condensable processes such as distillation, drying and evaporator duties. Available in material options to suit demanding processes, and available in either single or dual stage design – we have a solution for all applications
QV
The QV series consists of 13 high-performing vacuum pump compressor models that can produce enough volumetric capacity for even the most challenging applications. These stand-alone systems are also portable, enabling you to easily move them around your facility or jobsite as needed. You can choose a 2 hp vacuum pump or one that can produce up to 40 hp. Key QV features include a multistage separation system, powerful and dependable direct-drive NEMA motor — an optional TEFC motor is also available — and integral inlet check valve.
- 1.5-10 hp, Direct Drive
- 19-180 acfm
- All-purpose, rotary vane vacuum pump
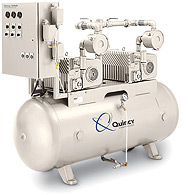
QVMS
The QVMS is an air-cooled direct-drive vacuum air compressor pump with a 2-10 hp and 8-378 scfm capacity. Specifically designed and engineered for medical vacuum use, the QVMS can meet the requirements of high-demand hospital applications. The QVMS is also easy to install and compact enough to fit through a standard doorway. The one-side access simplifies the preventive maintenance process. The Quincy QV vacuum pump serves as the driving force behind the QVMS. Other features include a multistage demister/separator, gas ballast, anti-suck valves and a robust TEFC motor. The Quincy QVMS is fully NFPA 99 compliant.
- 2-10 hp, Direct Drive
- 8-378 scfm
- NFPA 99 compliant vacuum pump